 中文
中文 英文
英文



无锡总公司
地址:无锡惠山区智慧路33号56栋
电话:0510-83762181
邮箱:sales@topnst.com
深圳分公司
地址:深圳市龙华区观澜街道桂月路310号知寓桂园电子商务大厦218室
法律声明
Copyright © 2020 - 米博·体育(中国)股份有限公司官网- All rights reserved.
备案号:苏ICP备14054729号
技术支持:千客云营销
 微信公众号
微信公众号
 无锡阿里店铺
无锡阿里店铺
 自动焊接设备生产厂家
自动焊接设备生产厂家
 精密焊接设备生产厂家
精密焊接设备生产厂家
 电焊机厂家店
电焊机厂家店
本发明涉及一种接线的焊接工艺,当接线的焊接机构工作时,接线的焊接工艺包括以下步骤:拍摄步骤将产品夹持固定并拍摄产品得到图像数据:运算步骤:根据图像数据,计算确定产品位置和产品尺寸规格;规划产品焊点区域:并计算产品一侧扭转圈数和焊接线输送量:转动步骤:旋转产品一侧至计算的扭转圈数:焊接步骤:输送计算的焊接线输送量,对产品进行焊接:检验步骤:将产品一侧夹紧,并松开产品另一侧,使得产品发生扭转:拍摄并记录焊点数据:判定若焊点不牢固,重复转动步骤:判定若焊点牢固,则松开产品一侧并取出产品。解决了现有方案中计算焊点是否牢固则存在误差电线的线芯没有焊接在焊点位置,焊接的是否牢固摄像头是无法判断的问题。
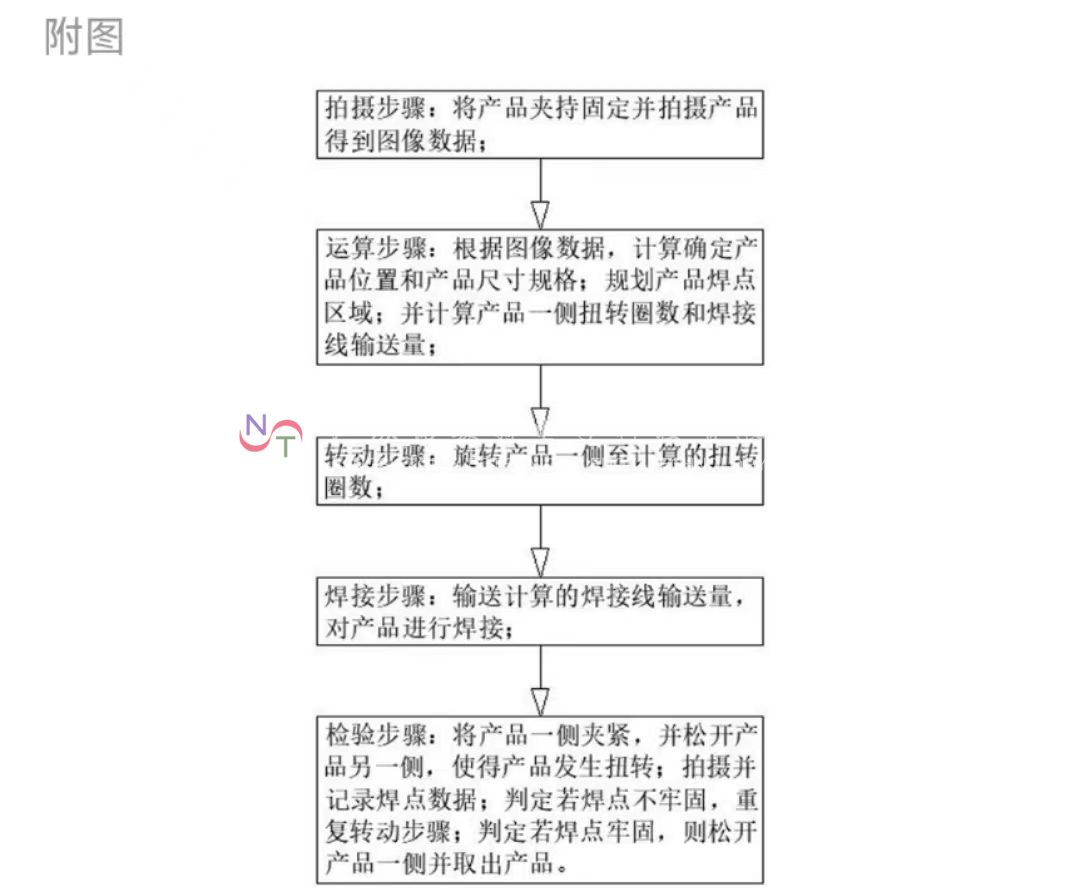
1.其特征在干:当接线的焊接机构工作时,接线的焊接工艺包括以下步骤:
拍摄步骤:将产品夹持固定并拍摄产品得到图像数据;
运算步骤:根据图像数据,计算确定产品位置和产品尺寸规格:规划产品焊点区域:并计算产品一侧扭转圈数和焊接线输送量:
转动步骤:旋转产品一侧至计算的扭转圈数:
焊接步骤:输送计算的焊接线输送量,对产品进行焊接;
检验步骤:将产品一侧夹紧,并松开产品另一侧,使得产品发生扭转:拍摄并记录焊点数据:判定若焊点不牢固,重复转动步骤:判定若焊点牢固,则松开产品一侧并取出产品。
2.如权利要求1所述的接线的焊接工艺,其特征在干:拍摄步骤中通过多位置、多角度拍摄产品得到图像数据:并将图像数据进行复验成像:
位于产品上方摄像头拍摄产品,得到多组平面图像数据,平面图像数据之间进行交叉复验;
位于产品侧面摄像头拍摄产品,得到多组高度图像数据,高度图像数据之间进行交叉复验:
将平面图像数据和高度图像数据得到产品立体图像数据。
3.如权利要求2所述的接线的焊接工艺,其特征在于:转动步骤中根据产品尺寸规格数据调整旋转产品一侧的速度;
4.如权利要求2所述的接线的焊接工艺,其特征在于:焊接步骤中还包括辅拍过程:
产品焊接前,焊头接触产品焊接位置,拍摄并记录产品变形量;
产品焊接后,拍摄产品焊点区域,拍摄并记录产品焊点区域数据。
5.如权利要求2所述的接线的焊接工艺,其特征在于:焊接步骤中还包括焊头循环冷却过程。
6.如权利要求5所述的接线的焊接工艺,其特征在于:检验步骤中判定若产品焊点不牢固存在两种过程:拍摄扭转过程将扭转过程分为包括开始扭转的第一扭转过程和包括扭转结束的第二扭转过程:
焊点不牢固发生在第一扭转过程时:拍摄焊点暴露面积:若焊点暴露面积较大,调整焊头位移量、焊接线输送量和焊头冷却速度:若焊点暴露面积较小,调整焊头位移量和焊头冷却速度;
焊点不牢固发生在第二扭转过程时:拍摄焊点暴露面积:若焊点暴露面积较大,调整焊头位移量、焊接线输送量和焊头冷却速度;若焊点暴露面积较小,调整焊头位移量。
7.如权利要求6所述的接线的焊接工艺,其特征在于:
第一扭转过程中若焊点暴露面积较大,调整焊头位移量、焊接线输送量和焊头冷却速度均大于第二扭转过程中若焊点暴露面积较大,调整焊头位移量、焊接线输送量和焊头冷却速度;
第一扭转过程中若焊点暴露面积较小,调整焊头位移量大于第二扭转过程中若焊点暴露面积较小,调整焊头位移量。
无锡总公司
地址:无锡惠山区智慧路33号56栋
电话:0510-83762181
邮箱:sales@topnst.com
深圳分公司
地址:深圳市龙华区观澜街道桂月路310号知寓桂园电子商务大厦218室
法律声明
Copyright © 2020 - 米博·体育(中国)股份有限公司官网- All rights reserved.
备案号:苏ICP备14054729号
技术支持:千客云营销
微信公众号
无锡阿里店铺
自动焊接设备生产厂家
精密焊接设备生产厂家
电焊机厂家店
包工