 中文
中文 英文
英文



无锡总公司
地址:无锡惠山区智慧路33号56栋
电话:0510-83762181
邮箱:sales@topnst.com
深圳分公司
地址:深圳市龙华区观澜街道桂月路310号知寓桂园电子商务大厦218室
法律声明
Copyright © 2020 - 米博·体育(中国)股份有限公司官网- All rights reserved.
备案号:苏ICP备14054729号
技术支持:千客云营销
 微信公众号
微信公众号
 无锡阿里店铺
无锡阿里店铺
 自动焊接设备生产厂家
自动焊接设备生产厂家
 精密焊接设备生产厂家
精密焊接设备生产厂家
 电焊机厂家店
电焊机厂家店
电阻焊工艺介绍
由于漆包线的表面覆有一层绝缘薄膜,故没办法直接采用电阻焊焊接的方式。漆包线电阻热压焊需要将端子设计成特殊的形状来导通电流,从而获得焦耳热来 熔化绝缘漆层,在无需预先去除绝缘漆层的情况下实现漆包线和端子的可靠 连接。常用电阻热压焊端子结构如图 2 所示。
2a挂钩型 2b衬套型
挂钩型端子结构将端子弯成U型,包裹住漆包线(通常是单芯)进行焊接。焊接样品如图 3 所示。焊接过程可以分为3个阶段:(1)开始时通过电极对端子进行加热,电流只在端子内通过;(2)端子温度持续升高,此时,由于端子发热使漆包线的绝缘漆层气化被剥离,使芯线露出;(3)电流一部分从挂钩流过,一部分从导线流过,然后,电流经过端子、芯线、端子的顺序流动,随着电极的加压力,使端子与芯线加压定型,完成焊接。焊接过程如图 4 所示。
挂钩型热压焊容易出现的问题有以下 3 种情况:① 通电初期电流主要通过端子流动,如果电流上升过快可能会导致端子断裂;② 初始电流过小,产生的热量不足以使漆包线绝缘漆层剥离气化,造成焊接部位“夹生”,致使导通不良;③ 有可能出现焊接压力过大,导致挂钩变形量太大漆包线被压的过扁,使焊接后拉拔力不足,冲击振动时容易造成断线。

图 3 挂钩型端子热压焊样品
为了避免问题①和问题②,我们一般把焊接电流设置为两段(或两段以上) 焊接,并使用熔深控制挂钩的变形量:第一段采用较小电流,使端子软化并产生热量使漆包线绝缘漆层气化,然后第二段加大电流进行加压定型,完成焊接。挂钩型电阻热压焊焊接规范设定如图 5 所示。
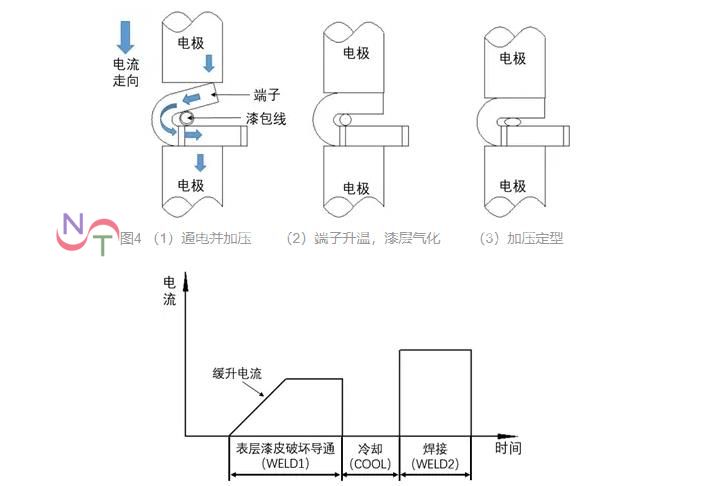
图 5 挂钩型电阻热压焊焊接规范设定
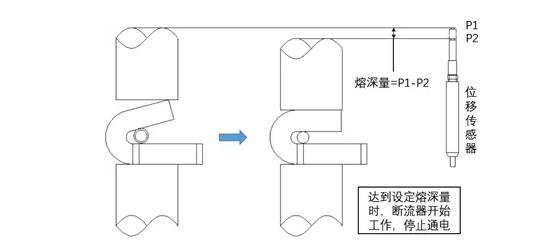
为了解决问题③,我们采用在焊接电极上安装位移传感器,使用焊接电源的中断功能来处理:在开始放电前,通过位置传感器采集上电极的位置 P1;然后在放电过程中,实时采集上电极的位置 P2;循环比较实时熔深量(P1-P2)与设定熔深量,当实时熔深量达到设定熔深量时,焊接电源断流器开始工作,停止通电,结束焊接过程。这个功能可以有效的解决挂钩型热压焊的过压问题。焊接电源中断功能示意图如图 6 所示。
图 6 焊接电源中断功能示意图
挂钩型端子结构设计建议:(1)当漆包线直径较粗时,由于绕线张力较大, 采用全自动绕线机端子挂线比较困难,端子可采用双挂钩方式,根部挂钩用于固定漆包线始末端,上部挂钩用于焊接,结构如图 7 所示;(2)端子镀锡会提高焊接强度。锡的熔点比铜低,锡镀层熔化后可以跟漆包线和端子进一步润湿,大大增加了接触面积,可以提高焊接的可靠性;(3)对于较细的漆包线线圈,可以将漆包线先进行绞并,再进行焊接,以提高焊接强度。绞合样品图片如图 8 所示。

图 7 双挂钩结构示意图 /漆包线绞合焊接样品/挂钩型端子结构热压焊金相图
衬套型端子结构焊接过程如图10 所示,跟上面介绍的挂线钩端子结构类似, 电流初始时只通过端子套管的外壁,产生的电阻热使绝缘漆层气化剥离,随着焊接过程的进行,在上下电极的压力作用下,漆包线与端子套筒直接焊接为一体。焊接样品剖面如图 11 所示。
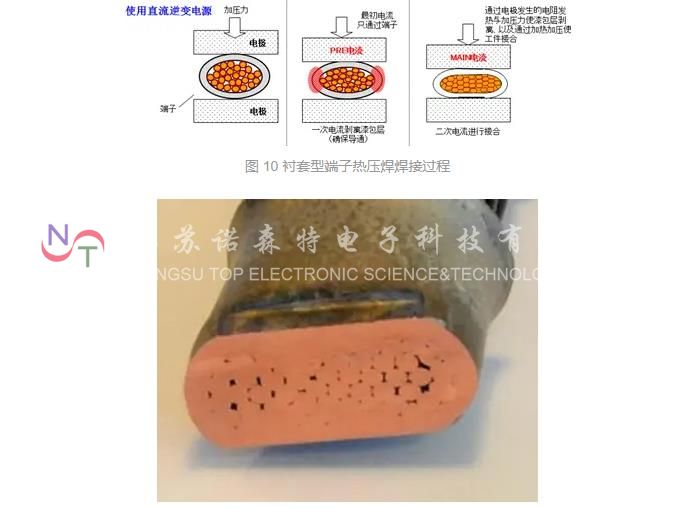
图 11 衬套型端子热压焊样品剖面
图 12 为衬套型端子热压焊样品金相图,图片从左到右依次展示了热压焊各个阶段的金相图。从左边的图片可以明显的看到漆包线的绝缘漆层(深褐色区域);经过第二阶段的热压焊后,绝缘漆层气化剥离,芯线和芯线之间形成气孔(黑色 区域),如中间的图片所示;在连续多段电流和加压力的同时作用下,端子内部空间进一步压缩,气孔消失,端子和芯线焊接为一体。
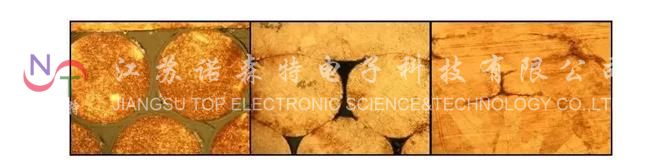
图 12 衬套型端子热压焊样品剖面
对于一些结构比较不适合使用挂钩型端子的线圈,比如针式的引出端,可以采用铜管或铜帽包覆焊接方式,如下图 13 所示,同样可以使用电阻热压焊的方式焊接。
图 13 针式引出端子铜管热压焊样品
对于大型马达绕组引接线(漆包线)与外部导线的连接,可以直接将绕组引接线和外部导线使用衬套包覆,直接采用电阻热压焊的方式进行焊接。焊接样品图片如图 14 所示。

图 14 大型马达绕组引接线与外部导线电阻热压焊样品
通常衬套型端子结构的焊接截面积较大,推荐使用多脉冲焊接模式进行焊接,通过在脉冲与脉冲之间设置冷却时间,以促进漆包线气化后烟尘的排出。焊接规范设定示意图如图 15 所示。



图 15 衬套型电阻热压焊焊接规范设定
作者:极客焊匠 https://www.bilibili.com/read/cv11790800 出处:bilibili

我们的优势
1.具有国内企业所不具备的焊接工艺技术:
2.我公司拥有多年的精密焊接研发,对材料和焊接工艺有着非常深度的理解,完全有可能助你找到优佳的焊接解决方案。
3.售后服务好,公司有接多位研发及焊接工艺工程师,对全国售后服务能作出及时处理。
工件打样
工厂内备有多种功率的精密逆变点焊机(碰焊机)、热压焊机、缝焊机,并且有几百种适合不同产品的夹具、焊头(还可根据产品设计夹具、焊头),无论贵司有任何产品存在焊接难点问题,欢迎您来我司(或将工件寄到我司)焊接打样,我们工程师多年的“电阻焊研究”和对焊接工艺的深度理解,都有可能帮你找到更好的焊接解决方案。
公司本着“领先国内,挑战国外,与时俱进”的研发设计发展理念 本着振兴民族品牌宗旨,以技术为根基,以品质延生命,以服务赢口碑;本着执着的工匠精神,争做客户的不二优秀供应而。技术战略上,联合高校,倡学军民融合方针,发挥资源优势
“稳定压倒切,发挥团队效能” 公司心人才团队稳定, 持续培养并引进行业优秀人才,核心硬件或者部件均采用国际知名品牌 让精致产品和至上服务成就专业,让专业铸就解煌,公同目前主要产品包括:螺母点焊机,精密电阻点焊机,脉沖热压焊接机,自动化专机及焊接配件。目前广泛应用领域:汽车制造、消费电子、医疗电子、电子器件及传感器,电光源、航空航天电子及科研机构和军工领域;
“万涓成流,海纳百川:来日方长,鉴证成长”走公同特色之路、让客户认可,让价值闪光,让合作成为必燃
公司拥有多名资深焊接右家,焊接设备稳定可常,焊接工艺娴熟。 此外,针对市场要求或客户要求,快捷制作技术方案,快研发,为客户定制优质的设备,为客户生保驾护航
热欢迎广大新老户前来公司参观指导,工于心,匠于品。共享共进共赢!
无锡总公司
地址:无锡惠山区智慧路33号56栋
电话:0510-83762181
邮箱:sales@topnst.com
深圳分公司
地址:深圳市龙华区观澜街道桂月路310号知寓桂园电子商务大厦218室
法律声明
Copyright © 2020 - 米博·体育(中国)股份有限公司官网- All rights reserved.
备案号:苏ICP备14054729号
技术支持:千客云营销
微信公众号
无锡阿里店铺
自动焊接设备生产厂家
精密焊接设备生产厂家
电焊机厂家店
包工